
 Tiếng Việt
Tiếng Việt
Rejection devices employ mechanical, thermal, or air-based systems. Mechanical systems use kickers, boppers, or deflectors. Pneumatic actuation is common. Thermal rejection uses water-based/evaporative cooling. Air-based systems are efficient for lightweight objects to 450g. Dust/moisture affects air stream direction. Performance depends on the rejected object. Free-falling paddle deflection correlates material with performance. Each method optimizes product integrity. Discover more key aspects of the process.

Mechanical Rejection Methods
Mechanical rejection methods utilize physical devices to divert non-conforming items. Kicker mechanisms, driven by air cylinders or solenoids, employ levers or paddles to displace objects. Bopper systems, while effective, suffer from reduced actuator lifespan due to longer piston travel. Deflector systems use movable plates, minimizing product damage rates but decreasing operational speeds.
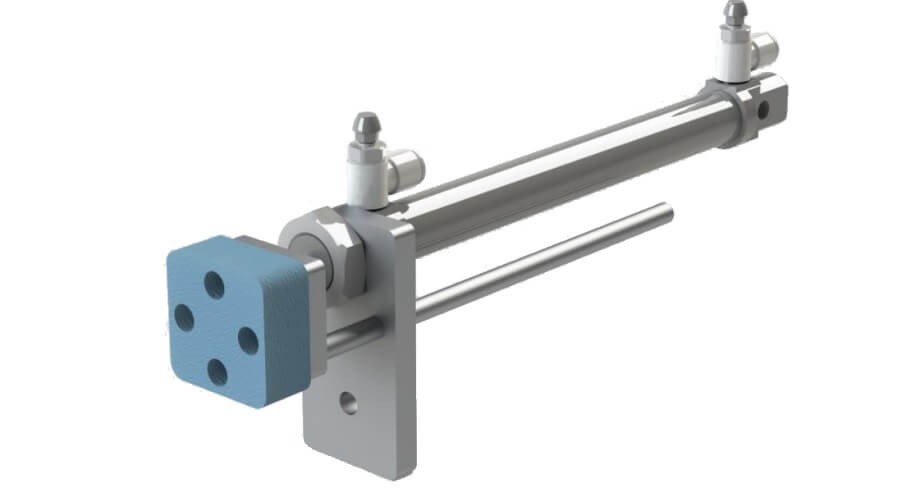
Pneumatic actuation is common, driving paddles and ejectors for precise object displacement in food and recycling systems. Optical sensors trigger actuators based on object characteristics. Hinge-mounted components pivot about upper hinges supported by fixings, and adjustable nozzles can emit air jets to tailor deflection. Hybrid systems use mechanical rejection with air jets reducing wear and damage. Force amplification is achieved through lever arrangements.
Threshold-based selection criteria determine whether air-only, mechanical-only, or combined rejection is most efficient.
Thermal Heat Rejection
Beyond mechanical methods, thermal management systems are also engineered for rejection of heat. Water-based systems are commonly employed, leveraging the high thermal capacity of water to dissipate waste energy. Closed-circuit coolers use recirculated water, often in conjunction with cooling towers, to augment heat exchange efficiency. Similarly, spray ponds utilize aerosolized water to enhance heat dissipation, making them suitable as heat sinks, particularly in power generation facilities. Evaporative cooling techniques directly cool condensers, reducing operational temperatures compared to traditional methods.
Key features of these systems include:
- Closed-loop systems often use cooling towers.
- Spray ponds effectively dissipate thermal energy through water.
- THR per ton typically ranges from 14,000 to 15,000 BTUH.
- Algae bioreactors utilizes waste heat for biofuel production.
- Evaporative systems require water treatment for scaling prevention and also system maintenance.
Air-Based Rejection Systems
Air-based rejection systems, while efficient for lightweight materials up to 450g, possess inherent limitations. Their performance can be impacted by dust and moisture accumulation, potentially affecting air stream directionality. Ideal applications involve scenarios where lightweight object separation is critical, facilitating efficient stream segregation.
Air Jet Limitations
Pneumatic rejection systems, while effective for certain applications, exhibit quantifiable limitations across several key performance indicators. Energy consumption increases substantially when diverting larger, heavier objects. Effective *nozzle placement* is vital, but even with strategic positioning and *force amplification* techniques, air jets struggle with items exceeding specific mass and dimensional thresholds, often necessitating mechanical assistance.
Air-based systems face constraints including:
- Reduced redirection precision for large objects.
- Higher maintenance complexity than solely mechanical alternatives.
- Speed and responsiveness constraints for sequential rejection processes.
- Object size and weight limitations concerning heavy or irregularly shaped items.
- Energy consumption challenges due to high air volume demands.
These limitations highlight the need for careful consideration during system design, particularly when dealing with diverse product streams.
Dust/Moisture Issues
Concerning air-based rejection systems, challenges arise from dust and moisture, impacting performance and longevity. Effective dust suppression hinges on meticulous moisture balance. Misting systems, while optimizing water application, require precise droplet sizes of 50-200 microns. Inadequate water compromises dust interception; oversaturation invites damage. Dry systems, using filters attaining 99.9% dust retention, necessitate regular maintenance to uphold rates. Dry systems also entail secondary removal of dust. The “Guardian Air” molecular sieves guarantee 20%+ water adsorption. Moreover, temperature extremes disrupt misting efficiency. Wet systems risk corrosion if mishandling metal contaminants.
| Issue | Mitigation Strategy |
|---|---|
| Airborne Dust | Atomized mist; Misting System |
| Oversaturation | Nozzle-based fogging |
| Dehydration | Humidified compressed air (e.g., Guardian Air system) |
| Filter Issues | Filter maintenance |
Best Use Cases
Suited for a range of applications, air-based rejection systems perform effectively with lightweight/diverse materials and in high-speed processing. Ideal scenarios involve applications where traditional mechanical methods might damage or fail to process items efficiently. Air-based systems excel within sorting applications.
- Removing large, lightweight debris like plastic sheets.
- Rejecting waste such as peels in food processing.
- Diverting defective products at speeds up to 1,000 parts per minute.
- Separating plastics/paper from contaminants.
- Handling objects with varied sizes/weights through adjustable airflow.
These systems are invaluable within recycling, waste management, and production lines. The adaptability of air-based rejection leads to enhanced operational efficiency and system longevity.
Free-Falling Paddle Deflection
Observed paddle deflection from free-falling objects influences subsequent trajectory control factors, particularly across varied impact locations. Paddle design notably modulates observed rebound angles based on material properties, stiffness (F/x), and energy storage during the deformation process. Experimental data from 82 paddles indicates a direct correlation between the coefficient of restitution (COR) values and overall paddle composition, specifically core versus face materials’ elasticity.
Trajectory Control Factors
Trajectory control in free-falling paddle deflection hinges on several factors. A three-tiered hierarchical structure, incorporating position, velocity, and attitude control loops, governs the system. Proper control loop functionality is critical. This layered approach distributes control efforts, enhancing overall trajectory correction. The control system benefits from decoupled sub-systems, isolating heading and dynamic positioning to facilitate specific disturbance rejection. Fine-tuning the gain matrices for attitude, velocity, and position is essential for coordinated tracking. Gain tuning must consider factors like environmental conditions, payload stability, and set-point tracking accuracy.
Key elements impacting free-falling paddle deflection involve:
- Virtual control quantities, coordinating I/O across loops.
- Cross-product matrix integration for dynamic adjustment.
- Extended State Observer (ESO) for state error estimation.
- Nonlinear State Error Feedback (NLSEF) for chattering.
- Sigmoid-based weighting distributing control inputs.
Paddle Design Impacts
Paddle design markedly influences free-falling paddle deflection performance metrics, as standardized tests apply a 3kg force to the paddle face center, measuring deflection to assess stiffness and adherence to power transfer regulations. Deflection values directly relate to the paddle’s material selection and structural integrity. Paddles that surpass established deformation limits consequently fail stipulated power regulation standards.
Moreover, inappropriate surface treatment or deviations in materials of construction can substantially contribute to rejection. Specifically, surface roughness exceeding standards and unapproved coatings impact ball behavior. Material selection noticeably correlates with paddle deflection; greater rigidity minimizes deformation under load. Deviations from the approved core density similarly lead to disqualification.
Rectangular Pusher Blocks
Rectangular pusher blocks enhance stock control through a combination of design and material properties. *Grip enhancement* comes from the rubber foam pads, which enhance stock feeding accuracy. *Optimal dimensions* guarantee consistent pressure across jointers, shapers, and saws. High-impact molded plastic bases provide durability in workshop environments. The design focuses on safety functions, like distributing downward pressure to prevent stock veering and stabilizing cuts using Smart Gravity Heel tech, which also avoids sacrificial designs. Ergonomic handles improve comfort for extended use.
The bases contain anti-slip rubber to maintain traction during cuts. Adjustable platforms handle varying stock widths. Variants include those with 3D directional control handles.
- Distributes downward pressure.
- Maintains consistent pressure.
- Anti-slip rubber bases.
- Ergonomic handles.
- Adjustable platforms.
Mechanical Mechanism Details
To effectively remove non-conforming items, rejection devices are built around several core mechanical mechanisms. These mechanisms guarantee swift and precise removal based on defect type and production line speed. *Actuator selection* depends on the required force and speed, with air cylinders and solenoid valves actuating pusher blocks. Deflector mechanisms employ paddles for gentle trajectory alteration, while bopper mechanisms utilize boxing-glove-like pistons.
The *cylinder stroke* is a key consideration. Shorter strokes are used for high-speed applications, with systems that prioritize product integrity. Carriage retract band mechanisms retract conveyor belts, and pneumatic (air blast) systems blow away rejects, each suited for specific product types. Rotary valves divert contaminants in pipeline systems. Anti-vibration elements, such as bellows or 45° edge beveling, mitigate product damage.

